Quality Services

Adherence to Global
Certification Standards

ISO 27001 certification shows our commitment to protecting customer data. This framework proactively manages risks and secures information, building customer trust and helping us win new business.


ISO 14067 certification reflects our dedication to measuring and reducing the carbon footprint of our products. By quantifying product-level emissions, we support customers' sustainability goals and demonstrate environmental responsibility throughout our supply chain.


ISO 9001 : 2015 certification confirms that our quality management systems meet the highest international standards. This framework drives continuous improvement across our operations, ensuring consistent product performance and reliable delivery for every customer.

ISO 14001 : 2015 certification demonstrates our structured approach to minimizing environmental impact. From resource efficiency to waste reduction, this standard guides our operations toward sustainable practices that benefit both our business and the planet.


ISO 45001 : 2018 certification underscores our commitment to a safe and healthy workplace. By proactively identifying and managing occupational risks, we protect our people, reduce incidents, and foster a culture where safety is a shared responsibility.


ISO 13485 : 2016 certification validates our quality management system for the design and manufacture of medical-grade products. This standard ensures rigorous traceability and regulatory compliance, making us a trusted partner for medical device customers worldwide.


ISO 14064-1 : 2018 certification demonstrates our commitment to transparent greenhouse gas accounting. By accurately measuring and reporting our emissions, we provide stakeholders with credible data to support science-based climate targets and corporate sustainability initiatives.

Our ESG commitment reflects a comprehensive approach to environmental stewardship, social responsibility, and sound governance. By integrating ESG principles into our business strategy, we create long-term value for customers, employees, investors, and the communities we serve.
Smart Factory
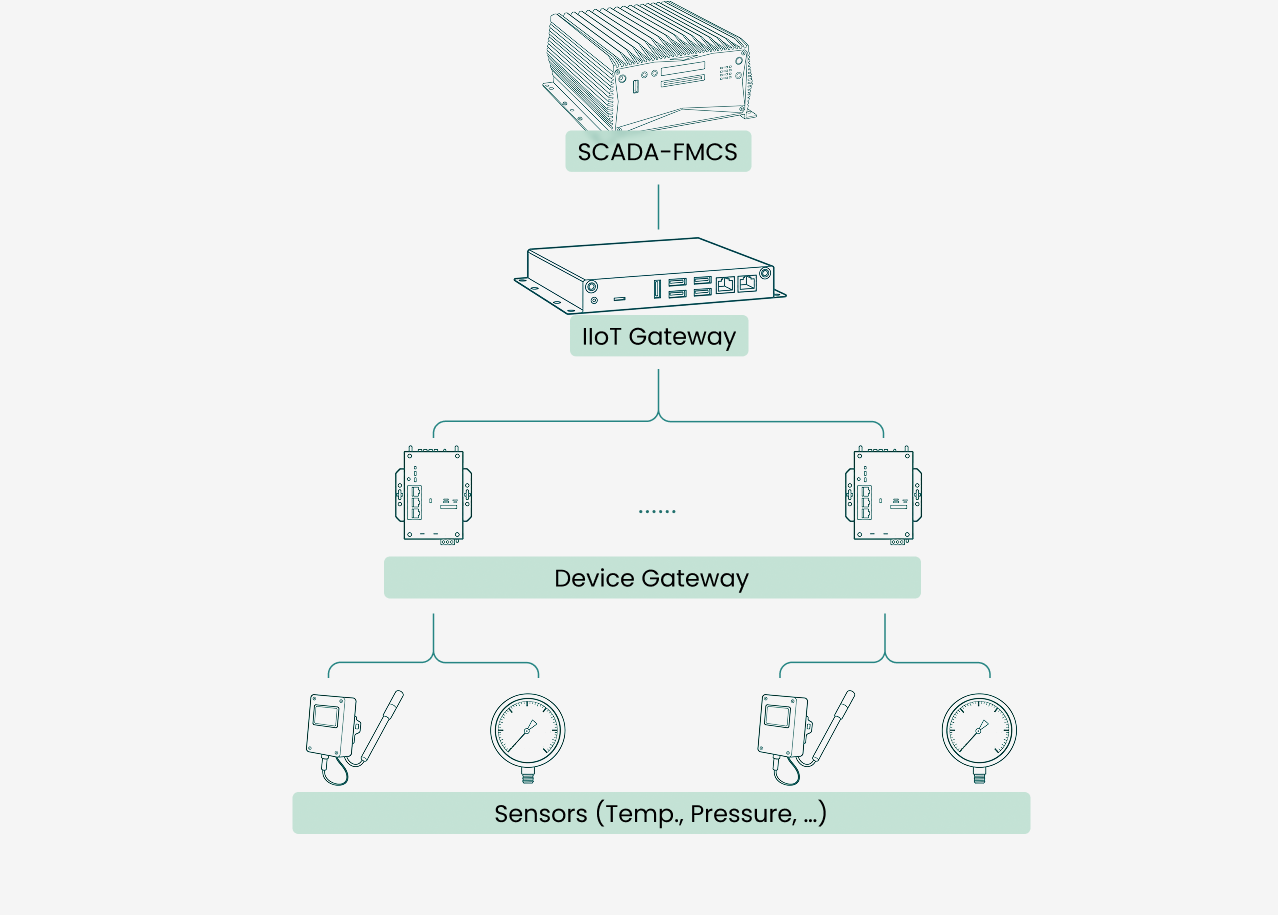
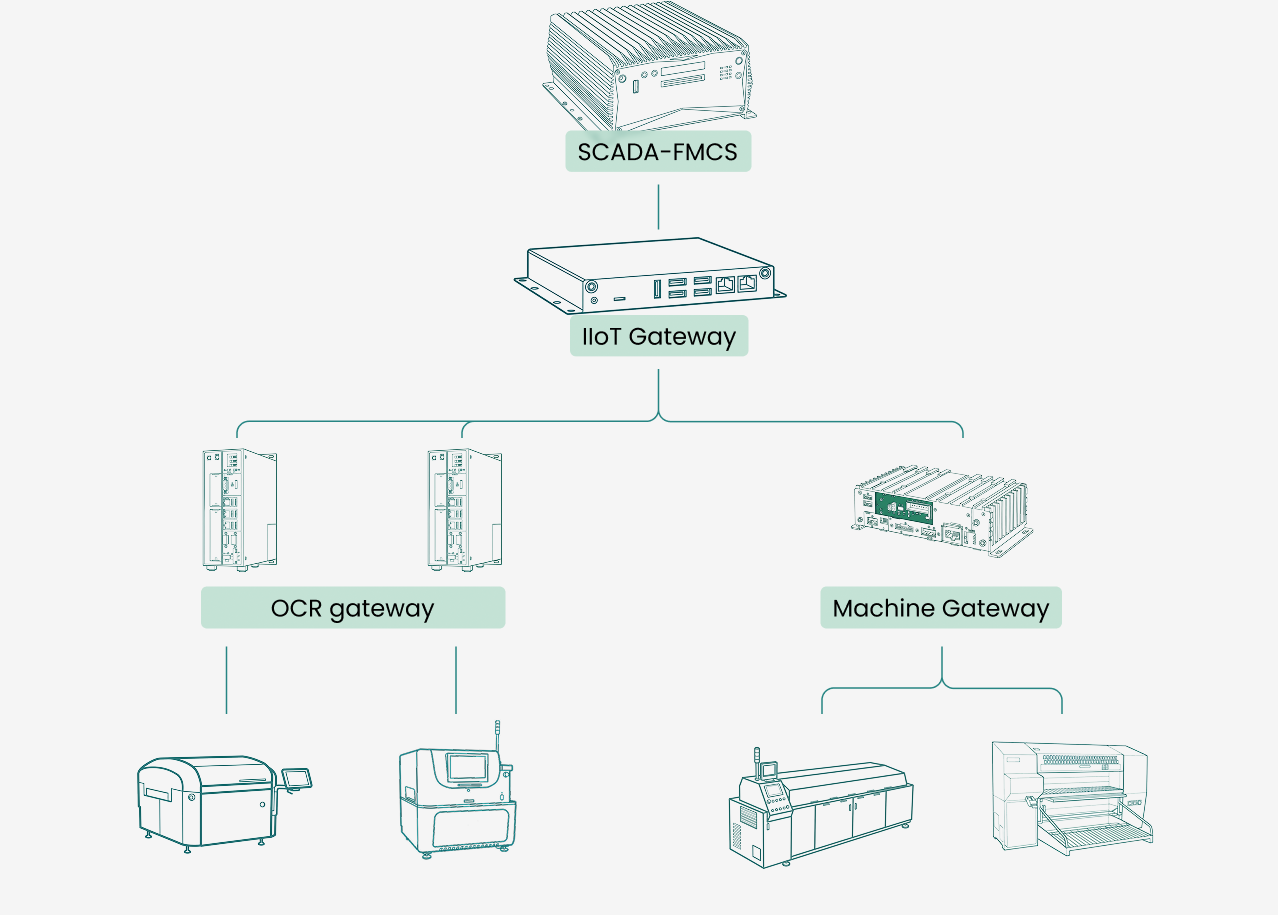
Using intelligent machine gateways, the iAT2000 system collects operational, production, and defect data from SMT and DIP machines. The system can integrate various machine brands and uses big data to analyze the temperature control and quality of reflow ovens. It provides real-time machine monitoring, production data acquisition, and dynamic process parameter adjustments.
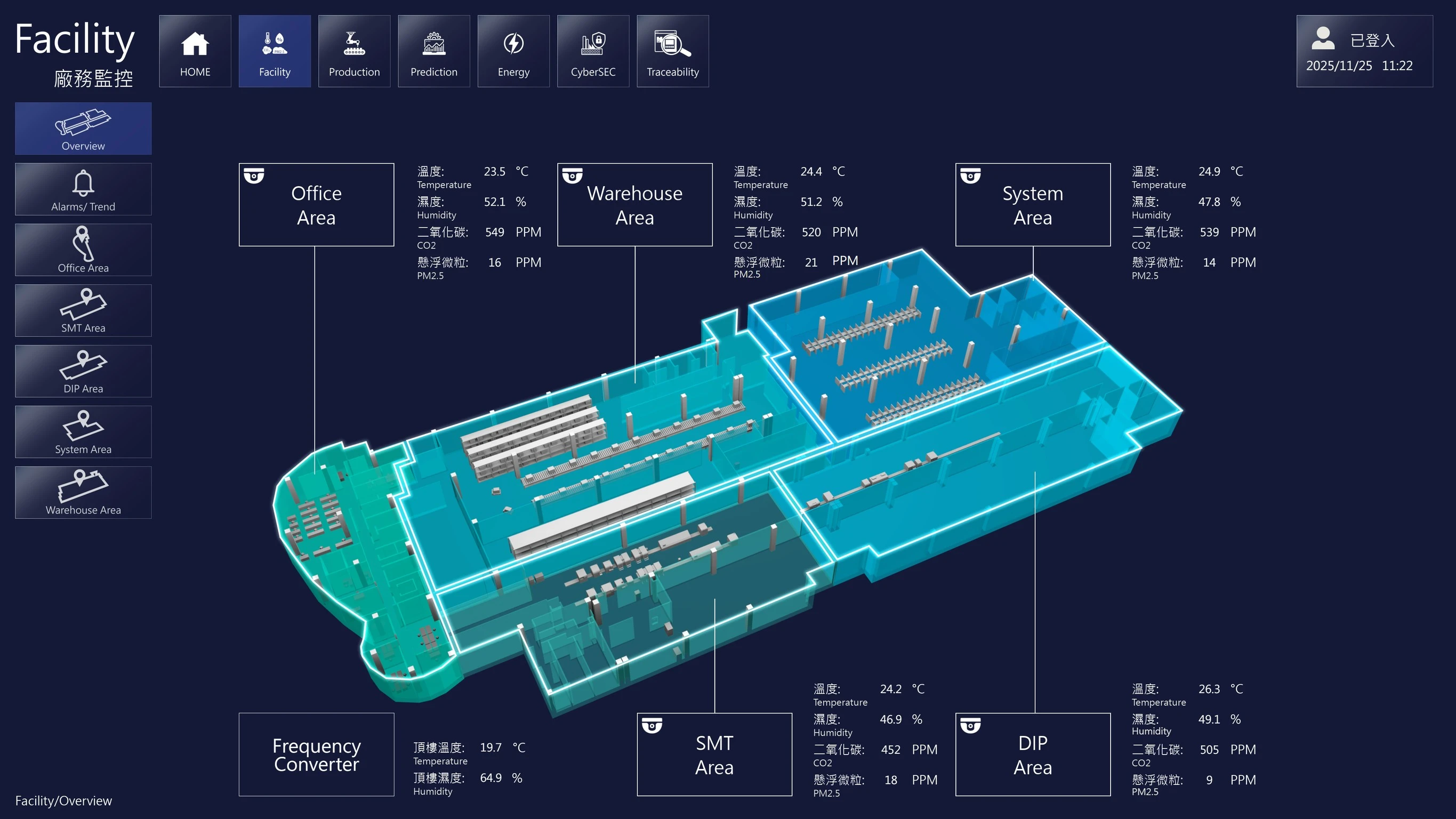
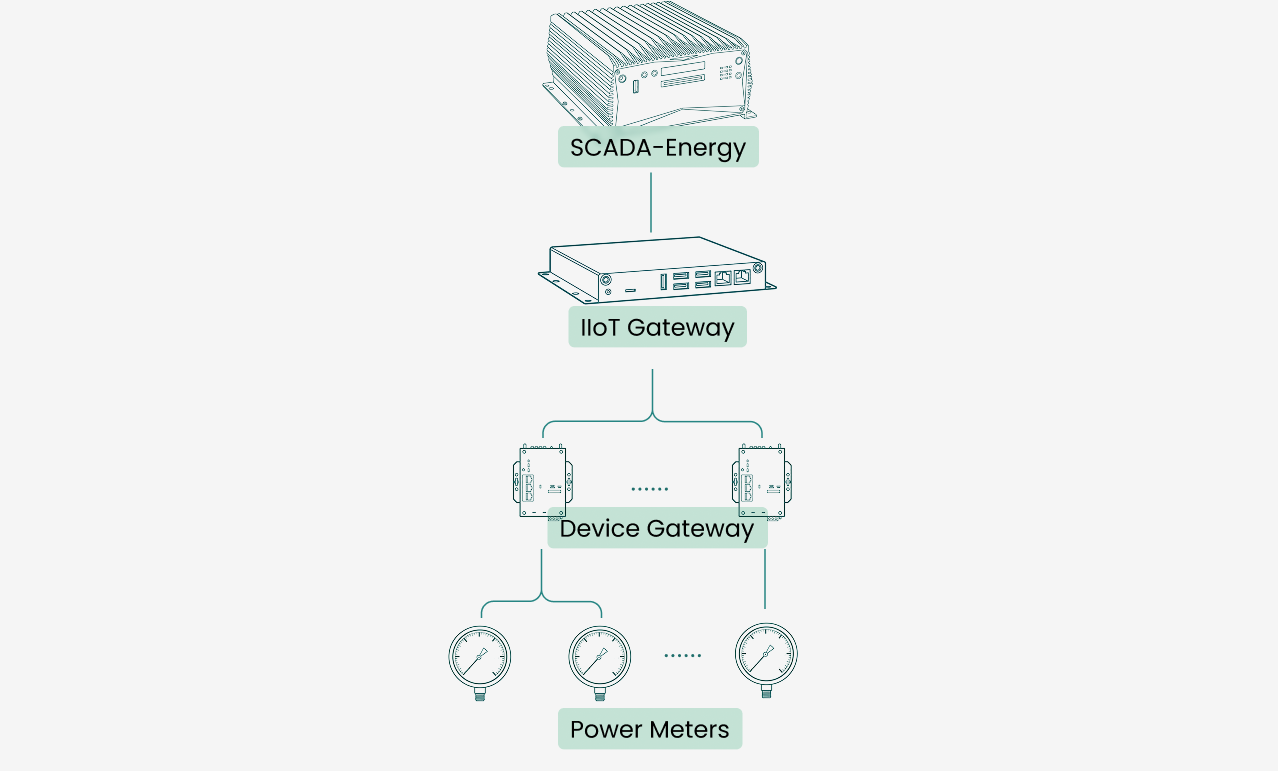
The iAT2000 system also integrates facility monitoring, including burn-in room temperature and humidity, air compressors, nitrogen supply, and factory-wide environmental data (e.g., temperature, humidity, PM2.5). Utilizing sensors and IoT gateways, the system integrates IP cameras for video surveillance. When an anomaly is detected, it can directly trigger the cameras and issue commands to adjust parameters.

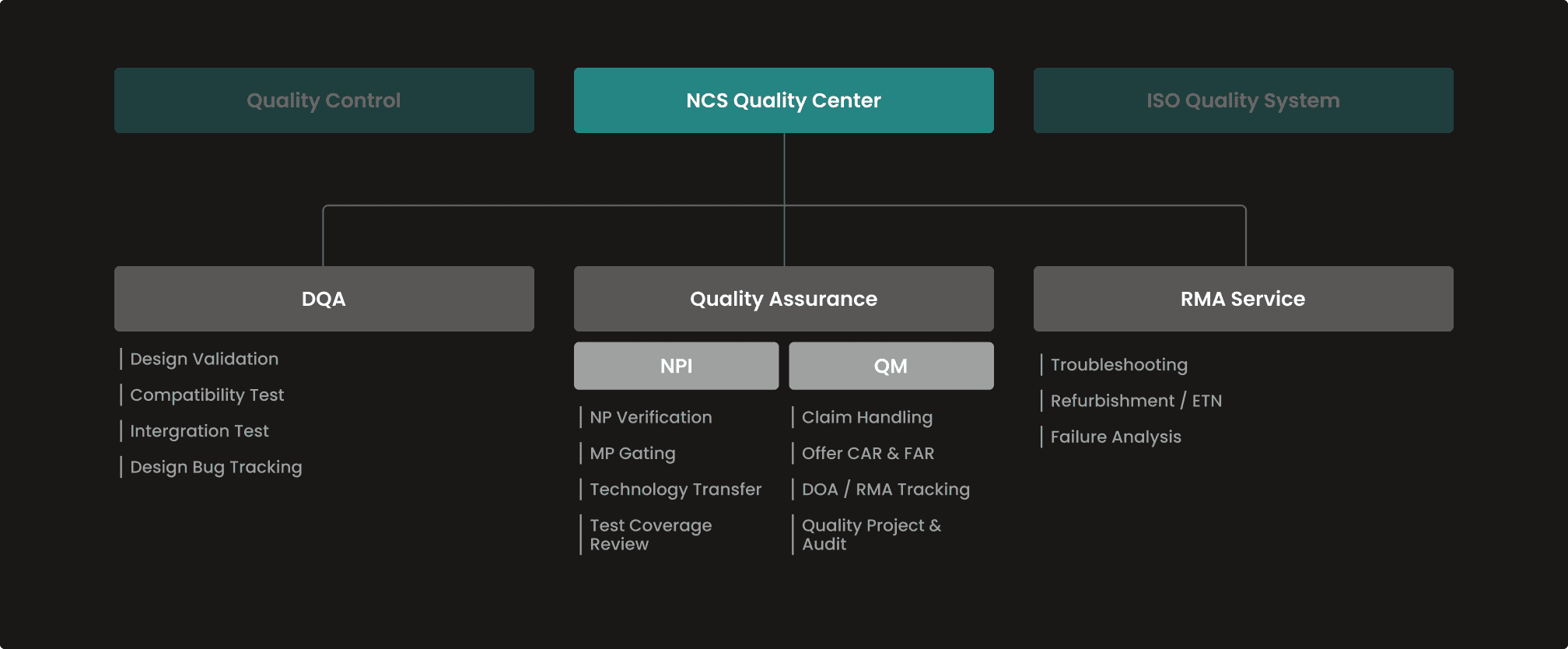
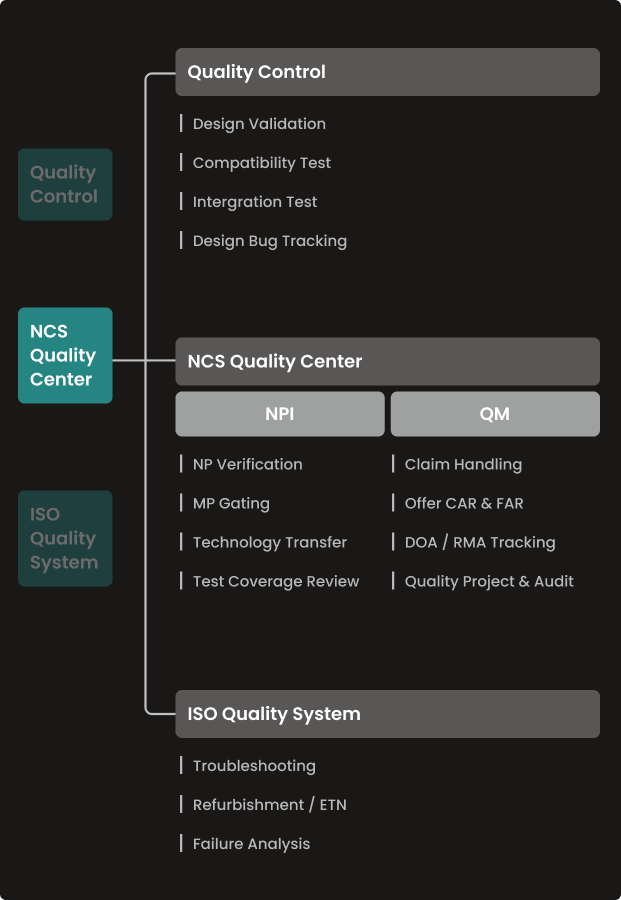
Management

Control

Operations

AIoT Digital Transformation in NEXCOM
Instantly identifying risks to ensure every stage
meets the highest standards.
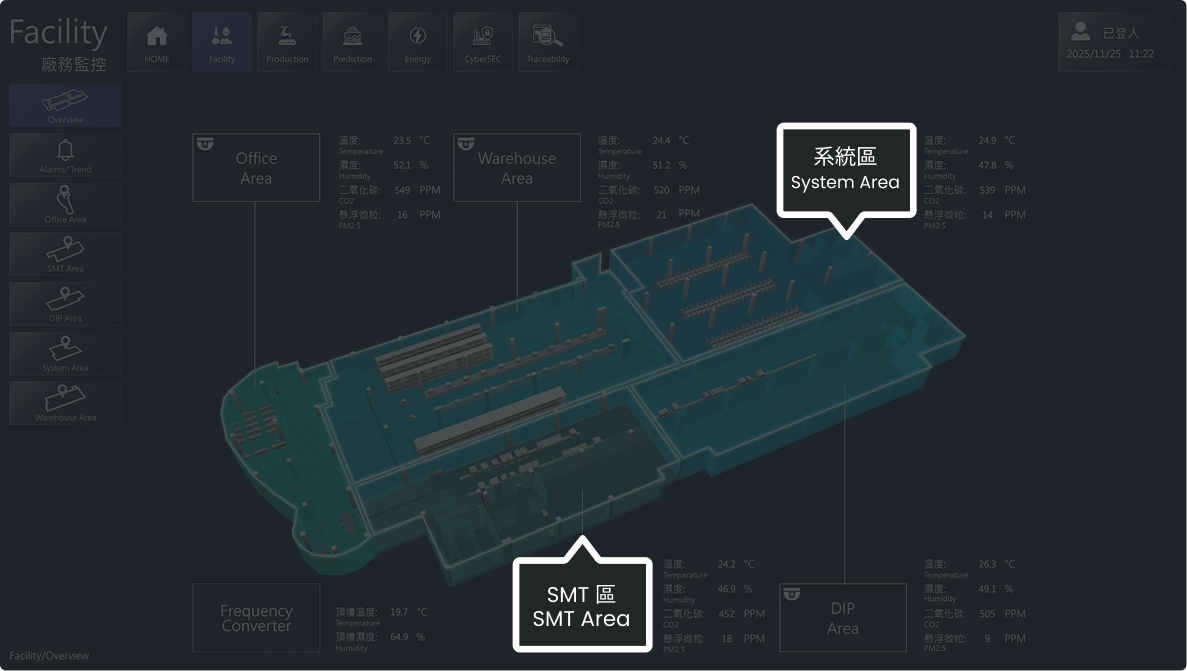


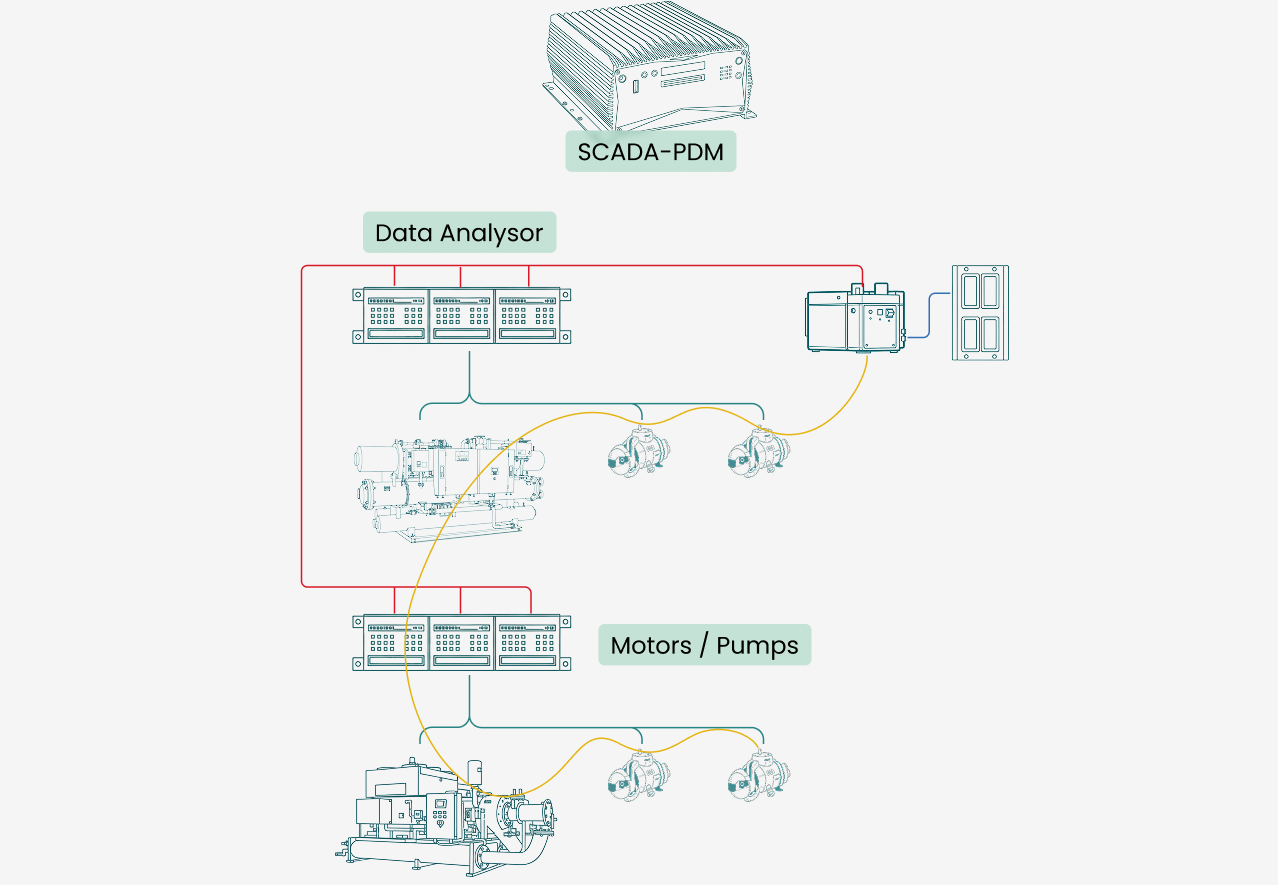
Real Time Machine & Environmental Monitoring
This system offers a powerful solution for real-time machine and environmental monitoring. It uses a Human-Machine Interface (HMI) to give operators a clear, centralized view of factory floors and production lines. By pulling data from multiple sources, it helps businesses keep a close eye on equipment status and facility conditions. The ability to monitor processes in real-time allows for faster problem detection, better operational efficiency, and a more responsive approach to managing the entire manufacturing environment.
Integrating Big Data into Quality Platform for Early Alert Triggering
This solution focuses on a data-driven approach to quality management. By integrating big data into a quality platform, it analyzes trends and patterns to provide early alerts for potential issues. Instead of simply reacting to problems after they occur, this system uses historical data and advanced analytics to predict when and where quality might decline. This proactive approach helps businesses prevent defects, optimize processes, and ensure consistent product quality, ultimately reducing waste and improving overall manufacturing performance.
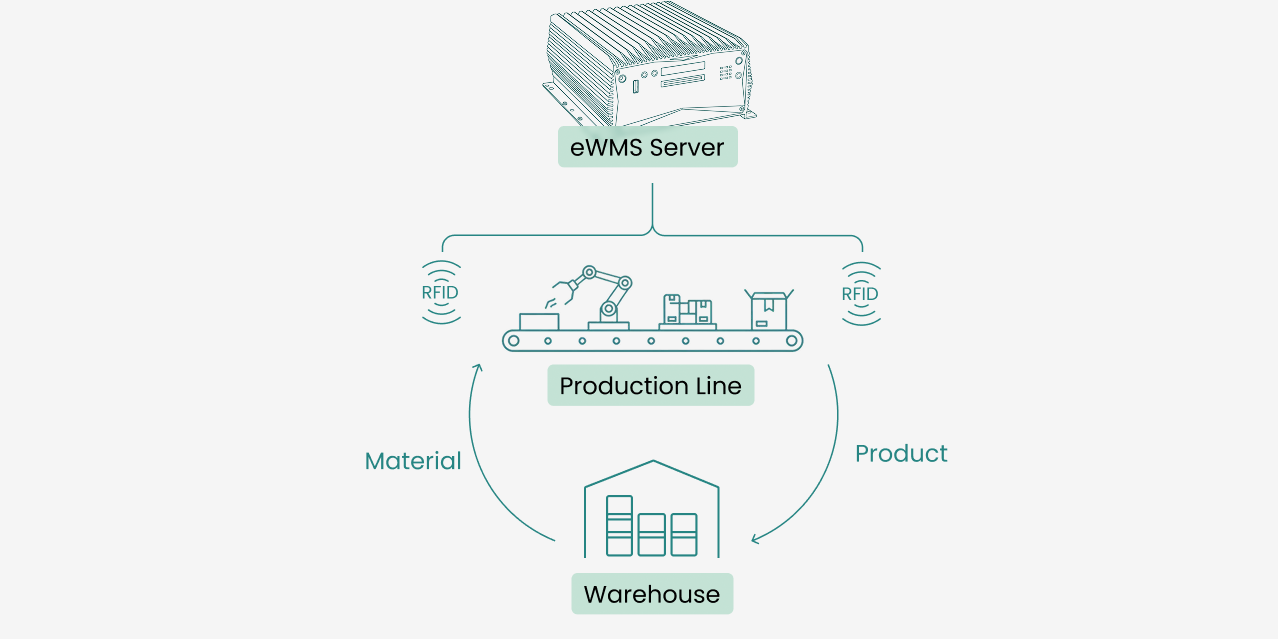
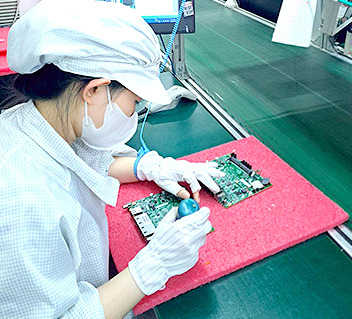
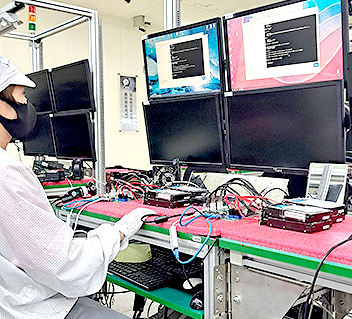
Manufacturing Process Overview


















QA Centric Team